

Detailed Application and Process of Plate Heat Exchangers in Milk and Dairy
Detailed Application and Process of Plate Heat Exchangers in Milk and Dairy
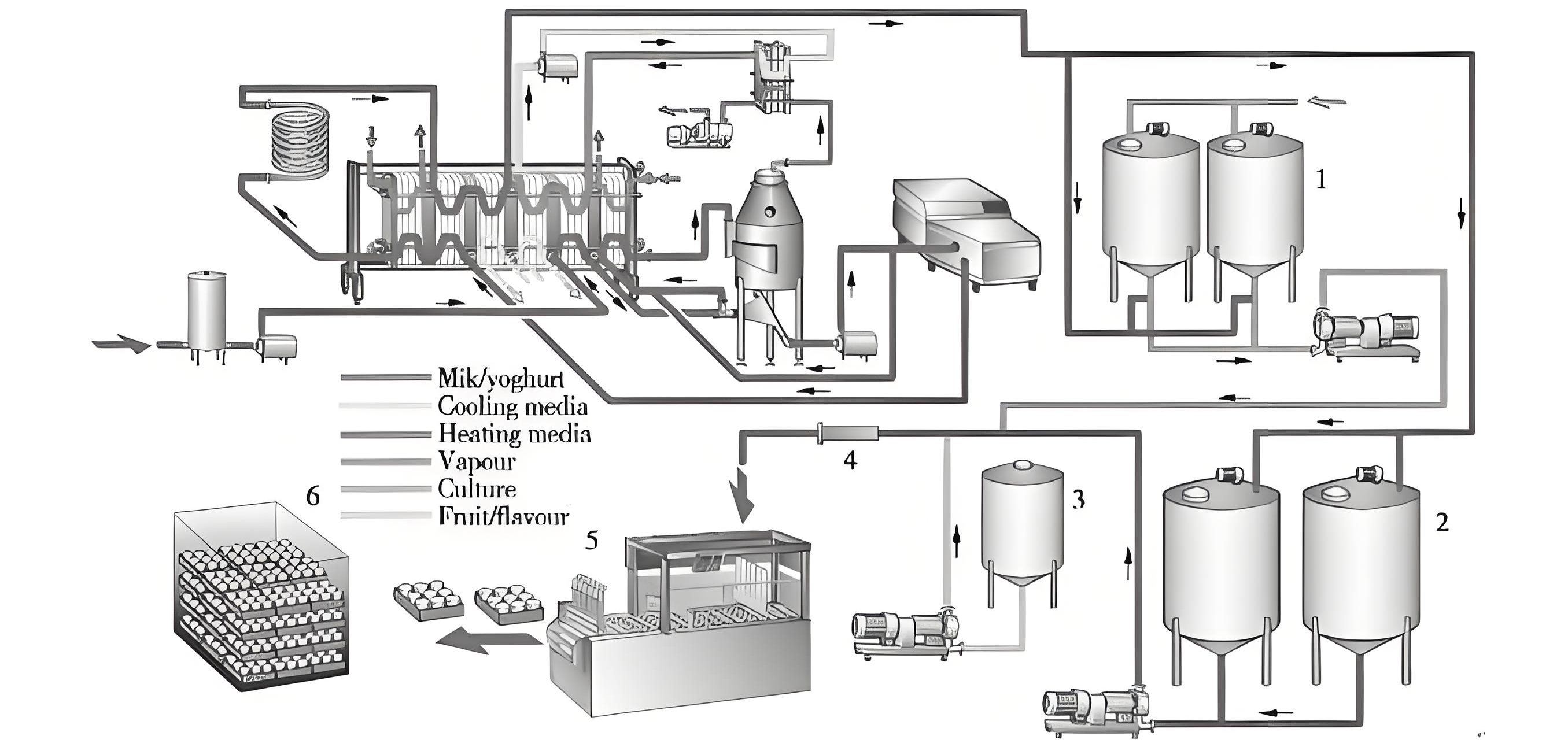
Plate heat exchangers (PHEs) are essential equipment in the dairy industry, widely used for pasteurization, UHT sterilization, preheating, cooling, and standardization. Their high heat transfer efficiency, hygienic design, and easy cleaning make them ideal for dairy processing.
Key Applications of KDP in Milk Processing
(1)Pasteurization:
Purpose
Process Flow
Cold milk (4°C) enters the regeneration section of the PHE, exchanging heat with pasteurized hot milk (72°C), warming to 50–60°C (85–90% heat recovery).
Preheated milk moves to the heating section, where hot water (72–75°C) or steam raises it to pasteurization temperature (HTST: 72°C/15 sec; LTLT: 63°C/30 min).
Milk flows through a holding tube to ensure proper sterilization time.
Pasteurized milk is first cooled by incoming cold milk (regenerative cooling), then further chilled to below 4°C using ice water.

KDP PHE Design Considerations
Chevron corrugation (high thermal efficiency).
±0.5°C accuracy to avoid protein denaturation.
(2)UHT Sterilization (Ultra High Temperature Processing):
Purpose
Process Flow
Regenerative heat exchange.
Indirect heating: PHE uses pressurized hot water or steam.
Direct steam injection: Some systems combine PHE for subsequent cooling.
Removes added steam moisture.
Uses sterile chilled water in the PHE.


KDP PHE Design Considerations
Preheating → high-temperature heating → cooling.
Titanium plates (for high-temperature and corrosive resistance).
(3)Milk Standardization:
Purpose
Process Flow

(4)Yogurt Processing:
KDP PHE Role
Key Steps
Facilitates homogenization and culture inoculation.
Breaks fat globules to prevent creaming.
Kills contaminants for pure fermentation.
Inoculate with lactic acid bacteria.
Conducted in fermentation tanks.

KDP Plate Material Selection and Hygiene Requirements
(1) Plate Materials
Milk and dairy products are mildly corrosive but contain chlorides and organic acids (e.g., lactic acid), requiring corrosion-resistant materials:
(2) Gasket Materials
EPDM (Ethylene Propylene Diene Monomer)
Withstands high temperatures (≤150°C), resistant to acids/alkalis; widely used in pasteurization/UHT.
NBR (Nitrile Rubber)
Oil-resistant, suitable for high-fat products (e.g., cream, cheese).
FKM (Fluorocarbon Rubber)
Resists extreme temperatures and chemicals, ideal for aggressive CIP cleaning.
(3) Hygienic Design Standards
Ra ≤ 0.8 μm (mirror polish) to prevent microbial adhesion.
Wide-gap plates or open corner ports for CIP compatibility.
3-A Sanitary Standards (U.S. dairy equipment).
EHEDG (European Hygienic Engineering & Design Group).
FDA (Food-contact material compliance).
Cleaning and Maintenance (CIP Systems)
Post-processing, PHEs must be thoroughly cleaned to prevent biofilm and protein fouling:
Water rinse
Removes milk residues.
Alkaline wash (1–2% NaOH, 70–80°C)
Degrades fats/proteins.
Acid wash (0.5–1% HNO₃, 60–70°C)
Dissolves mineral deposits (e.g., calcium scale).
Final water rinse
Ensures no chemical residues.
Maintenance Tips:
Industry Case Studies
Tetra Pak
Uses titanium PHEs in UHT milk lines for high-temperature sterilization.
Mengniu/Yili
316L stainless steel PHEs for pasteurization and standardization.
Cheese Plants
Hastelloy PHEs for high-salt whey processing.
Conclusion
PHEs play a pivotal role in dairy processing for heating, cooling, and sterilization. Selection criteria include:
With optimal configuration, PHEs enhance energy efficiency, safety, and product quality in dairy production.

King DuPont, China famous brand of heat transfer and fluid handling supply platform.
Contact

Get Free Quotes
NEED TO CHAT?
We will get back to you within 24 hours of receiving the message.